本篇目录:
- 1、在TPU材料注塑成型时生产要注意什么?
- 2、TPU生产过程、如何排除晶点?
- 3、聚氨酯是生产需要什么条件
- 4、TPU热塑性聚氨酯弹性体橡胶产品加工工艺
- 5、TPU弹弓线定型方法
- 6、tpu注塑成型温度
在TPU材料注塑成型时生产要注意什么?
水分。TPU吸湿性很强,储存一定要干燥、密闭储存;加工前,必须烘干彻底;TPU的流动性一般较差。注塑加工需要注意提高注塑压力100kg以上,适当调整温度。模具设计。要考虑到TPU的特点,用TPU专用的模具。
e、浇口应设置在避免产生熔合纹的位置,或者尽可能使熔合纹出现在不受力或不明显的部位。
为了防止产品变形,保压时间跟冷却时间要长。TPU这种塑料在注塑成型的时候就是粘性太强,最好是用镀铬螺杆,减少塑料与螺杆表面的粘附性。还有TPU对剪切比较敏感,设计的时候压缩比需要考虑。
脱模变形是见得最多的,冷却要充分,脱模时手法要注意。
TPU生产过程、如何排除晶点?
使用专业的TPU螺杆清洗料定期清洗,预防生产过程中的黑点产生,具体的使用节点根据生产现场的经验,比如发现有黄点黄纹就洗一下,或者根据经验觉得5天就会有黑点那么咱们4天就洗一次,保证制品的良品率。
弹性大大降低有可能是造粒之后TPU的分子结构发生变化,所以强度降低。

那就换料试试看吧。看图像是有烧焦料,一般只有两种途径,TPU料生产的时候因为双螺杆剪切很厉害,时间长了容易产生一些烧焦料,这些黑点在TPU粒子里面,仔细看可以看得到;另外一种途径就是在螺杆或者炮筒里被污染了。
模具排气 特别对于TPU厚壁零件,重要的是好的模穴排气。在分模线上0.02到0.05mm深度和5mm宽度的凹槽认为合适 。如果某个非模具分模线区域空气被压缩则通过使用针和用合适的办法插入适当排气是可行的。
表面出现不熔点或线条,主要是原因是原料有杂质,或渗入其它原物料,就会产生不熔点。
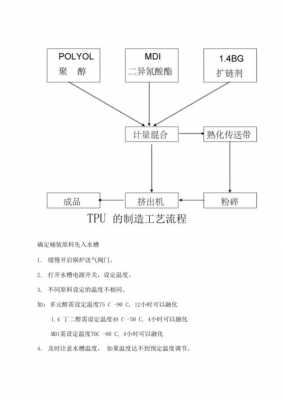
下面只对生产的聚氨酯鞍座所用原材料进行具体描述。反应过程:多元醇与二异氰酸酯反应,制成低分子量的预聚体;经扩链反应,生成高分子量聚合物;然后添加适当的交联剂,生成聚氨酯弹性体。

聚氨酯是生产需要什么条件
1、首先向相关行政部门申请生产许可,提交相关材料,企业资质、产品资料。其次行政部门对申请材料进行审核,并进行现场检查,确保生产设备、操作条件符合要求。
2、生产聚氨酯预聚体需要备案手续。聚氨酯材料就是一种高分子材料。本身并没有毒性。但是合成聚氨酯的原材料,有的是有毒的,比如TDI,如果生产中有使用TDI,需要危险化学品资格证,要在公安局备案。
3、因为合成用的异氰酸酯对水和其它含羟基无反应敏感,故而要求溶剂要达到氨酯级,保证产品质量,和反应平稳。生产聚氨酯选用溶剂要考虑溶解力、挥发速度,但生产聚氨酯所用的溶剂,应着重考虑到聚氨酯中重NC0基。
4、产品质量认证(俗称9000)、环保认证14000、安全认证gb/t18000、AX级压力容器制造许可证,营业执照、税务登记证、法人代码证、经审计的财务报表(三年)、有效的检验报告及型式检验报告。
TPU热塑性聚氨酯弹性体橡胶产品加工工艺
塑料选择。塑料的是指塑料将热量从热的地方向冷的地方传导速度的量度。塑料热传导系数越高,代表热传导效果越佳,或是塑料比热低,温度容易发生变化,因此热量容易散逸,热传导效果较佳,所需冷却时间较短。加工参数设定。
TPU具有卓越的高张力、高拉力、强韧和耐老化的特性,是一种成熟的环保材料。热塑性聚氨酯弹性体TPU按分子结构可分为聚酯型和聚醚型两种,按加工方式可分为注塑级、挤出级、吹塑级等。
一步法是将低聚物二元醇、二异氰酸酷和扩链剂同时混合生成。一步法工艺简单, 操作方便, 但其反应热难以排除, 易产生副反应。
tpu是热塑性聚氨酯弹性体橡胶。是一种(AB)n型嵌段线性聚合物,TPU材料的最大优点是它具有良好的柔韧性,可以随意破坏。因此,这种材料的手机壳具有良好的缓冲性能,可以有效地防止掉落,并且易于安装和拆卸。
聚氨脂热塑性弹性体(TPU)又称聚氨酯橡胶,属于一类在分子链中含有较多氨基甲酸酯基团(—NHCOO—)的弹性聚合物材料。它是由低聚制二民氰酸酯与带有端羟基的聚醚或聚酯多无醇以及低分子量二元醇链增长剂相互应而制得。
tpu是需要烘干的,如果不烘干会严重影响到产品的质量。TPU名称为热塑性聚氨酯弹性体橡胶,TPU是由二苯甲烷二异氰酸酯或甲苯二异氰酸酯等二异氰酸酯类分子和大分子多元醇、低分子多元醇共同反应聚合而成的高分子材料。
TPU弹弓线定型方法
手工方法:缠绕在直径合适的铁棒上边拉紧,放入120度的烤箱10分钟热透,取出后立即放入冷水中定型,即可;机械方法:用一台电线弹簧加工机,一次成型。
步骤如下。根据查询久富项目网得知。准备材料:激光弹弓、红外线瞄准器、电池。定位安装点:在弹弓身体前部或上方。固定红外线激光模块:使用胶水或其他适当固定方法即可。
准备材料 制作弹弓的材料很简单,只需要准备一些橡皮带、皮筋、戳牙签或者木棒、成品弹珠等材料就可以了。制作弹夹 首先,我们要制作一个弹夹,用于装载弹珠。制作弹夹的材料可以用两根戳牙签或者两根小的木棒。
滑膛弹道弹弓的制作方法如下:准备一个叉口对称的木叉,大小适中。弹叉顶端弄一条凹槽,绑皮筋。找一块耐磨、柔韧的粗皮子,厚2至3毫米,长50至70毫米,宽20至30毫米。皮条两边各钻两个孔或三个孔。
定型 把杈杈外皮削去,稍晾干后,在外部用笔画线,设计自己喜欢的外型。用刀、锯、锉去掉多余部分。打孔时,用工具慢慢钻,避免撑裂。
tpu注塑成型温度
一般来说,TPU注塑成型的温度在180℃到220℃之间,之所以要这样设置温度是因为TPU材料的特性与常规的塑料材料有所不同,它需要更高的温度才能被有效地塑形。
TPU的成型温度大概在180℃左右,这个也要看实际的操作。不同的产品不同性能TPU 加工的温度会有相应改变的。
加工TPU所用料筒温度范围是177~232℃。料筒温度的分布一般是从料斗一侧(后端)至喷嘴(前端)止,逐渐升高,以使TPU温度平稳地上升达到均匀塑化的目的。
干燥温度为95℃~110℃,干燥处理时间为2小时。可用溶剂溶解TPU的成型温度大概在180℃左右,这个也要看实际的操作。不同的产品不同性能TPU 加工的温度会有相应改变的。
主要还是要根据你的Tpu的性能来设置正确的温度,根据供应商提供的Tpu性能表上的加工温度来设置,供应商提供的材料不同,其设置温度都是不同的。一般情况下都是在160度——240度之间的样子。视情况而定。
℃左右。根据查询中国供应商官网相关信息显示,tpu95度注塑温度在180℃左右,较高的可以达到220℃,这个主要是看TPU性能,只要根据供应商提供的TPU性能表上的加工温度做就行了。
到此,以上就是小编对于tpu生产工艺的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
")
")
")
")



